
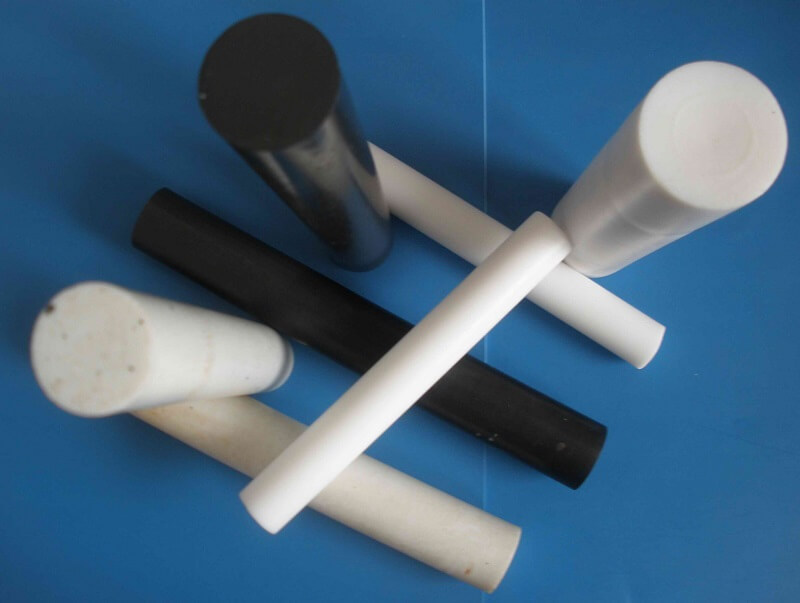
PTFE සැරයටියම හොඳ විඛාදන ප්රතිරෝධයක්, වයස්ගත නොවන, කල් පවතින සහ විශ්වාසදායක මුද්රා තැබීමේ ක්රියාකාරිත්වය ඇත;විශේෂ ප්රතිකාර කිරීමෙන් පසු එයට හොඳ රිංගා ප්රතිරෝධයක් සහ සීතල ප්රවාහ ප්රතිරෝධයක් ඇත.PTFE සැරයටිය පුළුල් උෂ්ණත්ව පරාසයක විය හැකිය භාවිතය, දිගු කාලීන ආරක්ෂාව,මෘදු සහ කැපීමට පහසුය, යාන්ත්රික හෝ අතින් කැපීම හරහා, ස්ථාපනය කිරීමට පහසුය.PTFE සැරයටි ද්රව්ය සෑදීමේ ක්රියාවලිය ප්රවාහය පහත පරිදි වේ:
එමPTFE සැරයටියඑයම හොඳ විඛාදන ප්රතිරෝධයක් ඇත, වයස්ගත නොවන, කල් පවතින, සහ විශ්වසනීය මුද්රා තැබීමේ කාර්ය සාධනය;විශේෂ ප්රතිකාර කිරීමෙන් පසු එයට හොඳ රිංගා ප්රතිරෝධයක් සහ සීතල ප්රවාහ ප්රතිරෝධයක් ඇත.PTFE සැරයටිය පුළුල් උෂ්ණත්ව පරාසයක විය හැකිය, භාවිතා කිරීම, දිගු කාලීන ආරක්ෂාව, මෘදු සහ කැපීමට පහසුය, යාන්ත්රික හෝ අතින් කැපීම හරහා, ස්ථාපනය කිරීමට පහසුය.PTFE සැරයටි ද්රව්ය සෑදීමේ ක්රියාවලිය ප්රවාහය පහත පරිදි වේ:
1. අච්චුව සකස් කිරීම: ඇල්කොහොල් සමග පිස දමන්න, අච්චුවෙහි මලකඩ සහ ඇමුණුම් නොමැත.
2. අමුද්රව්ය සකස් කිරීම: පිරිසිදු F4 නිෂ්පාදන, F4 සිහින් දුම්මල, තලා, පෙරන ලද.
3. G=PV සූත්රයට අනුව කිරා මැන බලන්න (G යනු ආහාර ප්රමාණය, P යනු පූර්ව ආකෘතියේ ඝනත්වය (2.18g/cm3) සහ V යනු නිෂ්පාදන පරිමාවයි).
4. Demoulding සහ trimming: අර්ධ නිමි භාණ්ඩය අච්චුවෙන් පිටතට ගෙන, මතුපිට සිනිඳු සහ දාර පිළිවෙළකට සකස් කිරීම සඳහා එහි මතුපිට කපා දමන්න.
5.Preforming (pressing): සූත්රය අනුව මුද්රණ යන්ත්රයේ මිනුම් පීඩනය ගණනය කරන්න, මුද්රණ යන්ත්රයේ මිනුම් පීඩනය සකසන්න.
6. පෝෂණය: F4 දුම්මල සම්පූර්ණ පීඩනය මතුපිට ඒකාකාරව බෙදාහරින්න.
7. සින්ටර් කිරීම: අර්ධ නිමි භාණ්ඩය සින්ටර් කිරීමේ උදුනට සෙමින් දමා, සුදුසු ප්රමාණයකට දමා, අංශක 390 දක්වා පැයක් පමණ රත් කර පැයක් උණුසුම්ව තබන්න.පැය හතරකට පමණ පසු උෂ්ණත්වය සිසිල් වීමට පටන් ගනී.පැය හතරකට පමණ පසු, එය කාමර උෂ්ණත්වයට ළඟා වන අතර නිමි භාණ්ඩයට ඉදිරියට යනු ඇත.උඳුනෙන්, අවසාන හැඩය සම්පූර්ණ වේ.
පසු කාලය: අගෝස්තු-04-2020